

При литье в песчаные формы для формирования систем формования используется зеленый песок (влажный песок) или сухой песок.литье в зеленый песокЭто старейший процесс литья, используемый в истории. При изготовлении формы следует изготовить шаблоны из дерева или металла, чтобы сформировать полую полость. Затем расплавленный металл выливается в полость для формирования отливок после охлаждения и затвердевания. Литье в песчаные формы менее затратно, чем другие процессы литья, как для разработки формы, так и для отливки отдельных деталей. Литье в песок всегда означает литье в зеленый песок (если нет специального описания). Однако в настоящее время в других процессах литья для изготовления форм также используется песок. У них есть свои имена, например,литье в оболочку, литье в песчаные формы с покрытием из фурановой смолы (без запекания),литье по выплавляемым моделями вакуумное литье.
У нас есть различные типы литья на ваш выбор. Частью дополнительного процесса для вашего проекта будет выбор процесса литья, который лучше всего будет отвечать вашим потребностям. Наиболее популярной формой является литье в песчаные формы, при котором изготавливается копия готовой детали (или модели), которая сжимается песком и связующими добавками для придания окончательной формы отливке. После формирования формы или оттиска шаблон удаляется, а металл вводится через направляющую систему для заполнения полости. Песок и металл отделяются, отливка очищается и обрабатывается для отправки заказчику.
Литье в песчаные формы и литье в ракушечные формы:
Как при литье в песчаные формы, так и при литье в оболочковые формы песок используется для создания полой полости для заливки. Разница в том, что при литье в песчаные формы используется зеленый песок или сухой песок (при литье по выплавляемым моделям и вакуумном литье для изготовления форм используется сухой песок), а при литье в оболочковые формы для изготовления формовочных систем используется песок, покрытый смолой. Покрытый песок нельзя было использовать повторно. Однако отливки из оболочечных форм имеют гораздо лучшее качество, чем отливки из оболочечных форм.отливки из песка.
Литье в песчаные формы против литья по выплавляемым моделям:
Эти два процесса литья отличаются формовочными материалами, используемыми для изготовления моделей.Литье по выплавляемым моделямиспользует воск для изготовления восковых копий (поэтому это также называют литьем по выплавляемым моделям), которые имеют тот же размер и размеры, что и желаемые отливки. Затем восковые копии покрывают песком и связующими материалами (обычно кремнеземом или жидким стеклом), чтобы создать прочную оболочку для заливки расплавленного металла. В то время как при литье в песок обычно используется зеленый песок или сухой песок, чтобы создать полую полость, которая имеет тот же размер и размеры, что и желаемые отливочные детали. Как для литья в песчаные формы, так и для процессов литья по выплавляемым моделям песок и воск можно использовать повторно. Отливки по выплавляемым моделям обычно имеют гораздо лучшую точность поверхности, геометрической и размерной точности, чем отливки в песчаные формы.
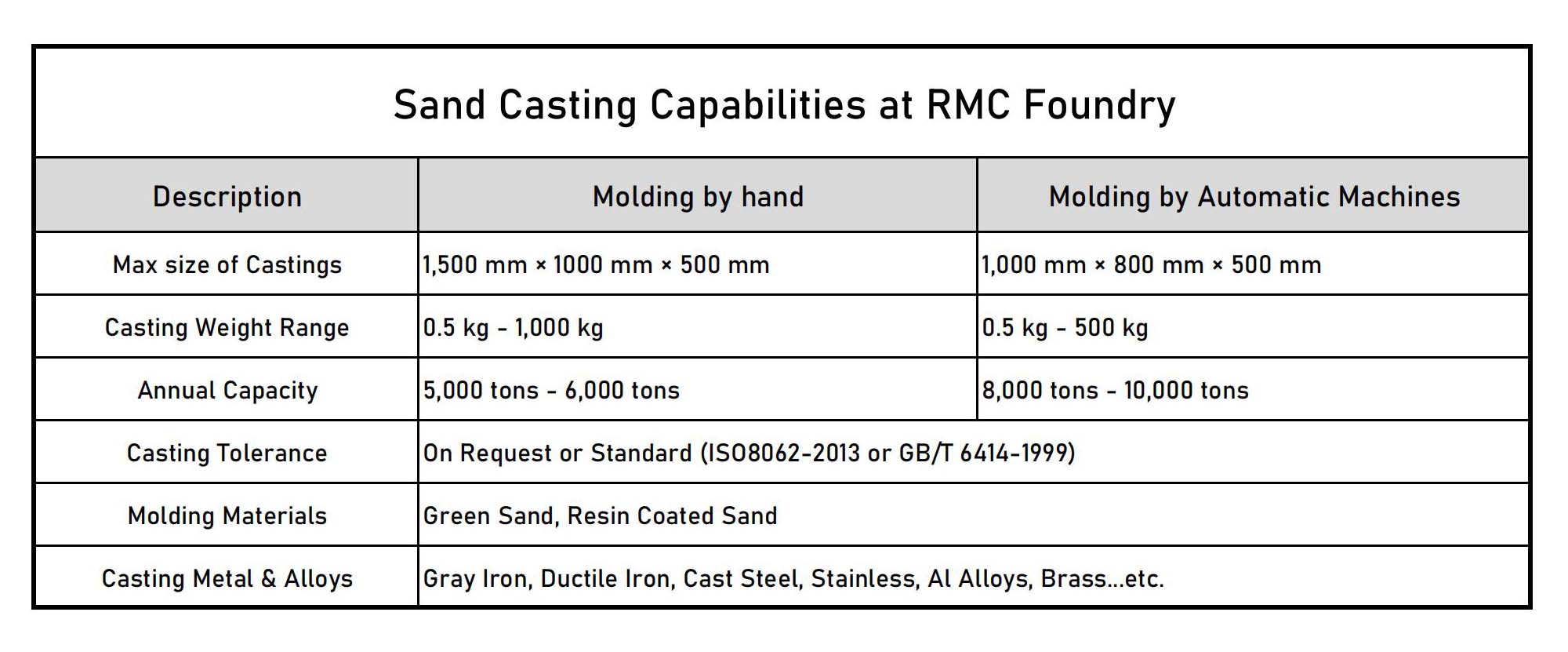
Допуски литья делятся на допуски размерного литья (DCT) и допуски геометрического литья (GCT). Наш литейный завод хотел бы поговорить с вами, если у вас есть особые запросы относительно требуемых допусков. Ниже приведены общие классы допусков, которых мы можем достичь при литье в сырые песчаные формы, литье в оболочечные формы и литье в песчаные формы из фурановой смолы без обжига:
✔ Марка DCT при литье в зеленые пески: CTG10 ~ CTG13.
✔ Марка DCT при литье в оболочечную форму или литье в песчаную форму из фурановой смолы: CTG8 ~ CTG12.
✔ Марка GCT при литье в зеленые пески: CTG6 ~ CTG8.
✔ Марка GCT при литье в оболочечную форму или литье в песчаную форму из фурановой смолы: CTG4 ~ CTG7.
Преимущества процесса литья в песчаные формы
1- Низкая стоимость благодаря дешевым и перерабатываемым материалам форм и простому производственному оборудованию.
2- Широкий диапазон веса единицы продукции от 0,10 кг до 500 кг и даже больше.
3- Различная структура от простого типа до сложного типа.
4- Подходит для производственных потребностей различного количества.
| Материалы для процесса литья в песчаные формы на литейном заводе RMC | |||
| Категория | Китай Класс | Американский класс | Германия |
| Ферритная нержавеющая сталь | 1Кр17, 022Кр12, 10Кр17, | 430, 431, 446, СА-15, КА6Н, СА6НМ | 1.4000, 1.4005, 1.4008, 1.4016, GX22CrNi17, GX4CrNi13-4 |
| Мартенситная нержавеющая сталь | 1Кр13, 2Кр13, 3Кр13, 4Кр13, | 410, 420, 430, 440Б, 440С | 1.4021, 1.4027, 1.4028, 1.4057, 1.4059, 1.4104, 1.4112, 1.4116, 1.4120, 1.4122, 1.4125 |
| Аустенитная нержавеющая сталь | 06Х19Н10, 022Х19Н10, 06Х25Н20, 022Х17Н12Мо2, 03Х18Н16Мо5 | 302, 303, 304, 304Л, 316, 316Л, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1.3960, 1.4301, 1.4305, 1.4306, 1.4308, 1.4313, 1.4321, 1.4401, 1.4403, 1.4404, 1.4405, 1.4406, 1.4408, 1.4409, 1.4435, 1.4436, 1.4539, 1.4550, 1.4552, 1.4581, 1.4582, 1.4584, |
| Нержавеющая сталь дисперсионной закалки | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4ПХ, 15-5ПХ, CB7Cu-1 | 1,4542 |
| Дуплекс из нержавеющей стали | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | А 890 1С, А 890 1А, А 890 3А, А 890 4А, А 890 5А, А 995 1Б, А 995 4А, А 995 5А, 2205, 2507 | 1,4460, 1,4462, 1,4468, 1,4469, 1,4517, 1,4770 |


Литейный завод в песчаных формах






{kind=link}