

Изготовленный на заказ корпус клапана из дуплексной нержавеющей стали, изготовленный методом литья по выплавляемым моделям на литейном заводе в Китае смеханическая обработкауслуги по термообработке и обработке поверхности.
РМЦ актерский составпрецизионные литые стальные деталикоторые постоянно соответствуют ожиданиям клиентов или превосходят их. Литье по выплавляемым моделям позволяет нам производитьлитейные изделия из нержавеющей сталиот десятков граммов до десятков килограммов, из широкого спектра черных и цветных сплавов и с исключительной точностью размеров.
Процесс литья по выплавляемым моделям позволяет получать прецизионные отливки почти чистой формы, которые часто требуют незначительной дополнительной обработки или вообще не требуют ее. Полученный результат также намного лучше, чем тот, который достигается с помощью других процессов литья или производства. Прочность и долговечность литых деталей делают их идеальными для применений с высокой износостойкостью, требующих миллионов циклов.
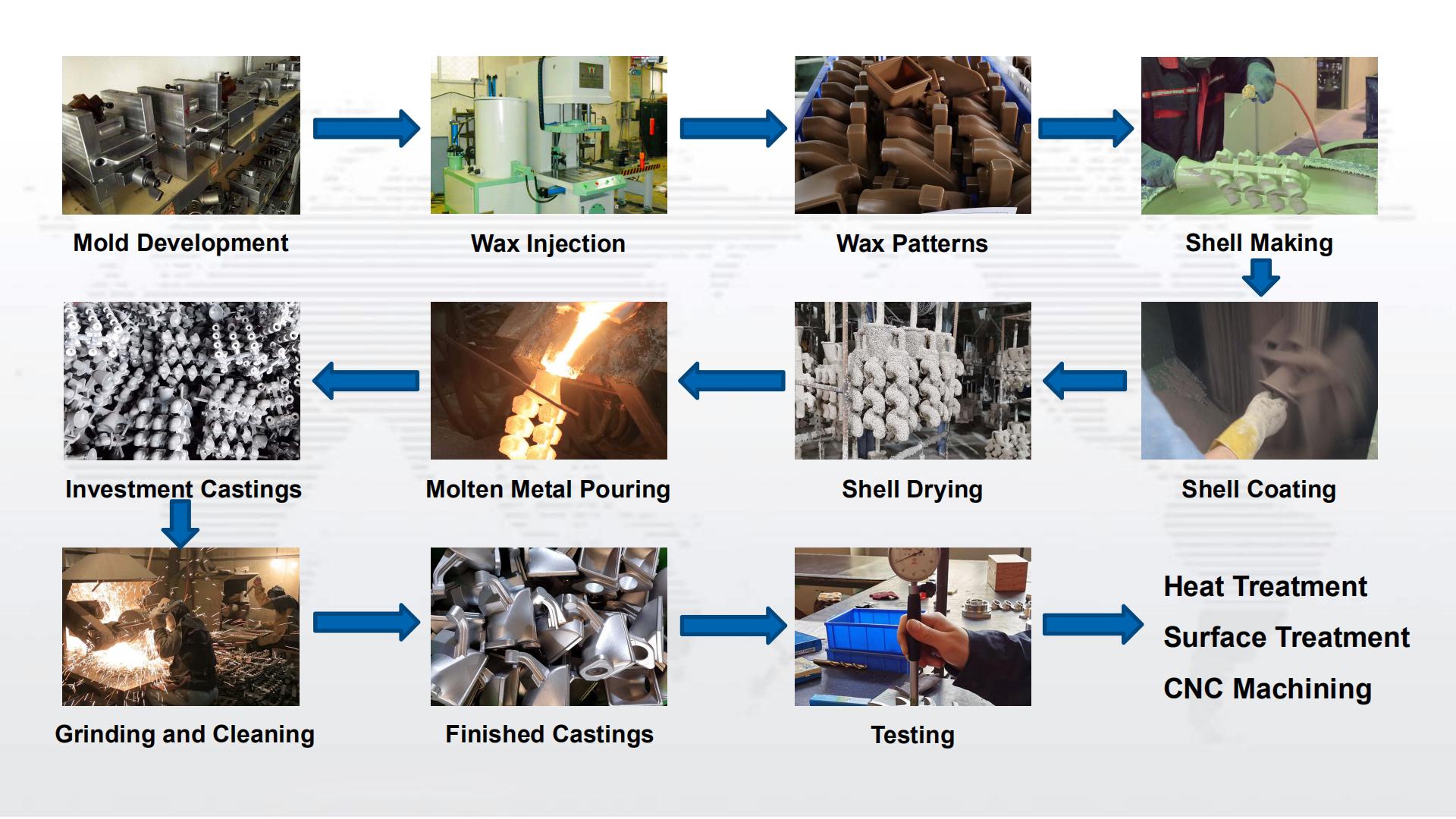
Этапы процесса литья по выплавляемым моделям:
В процессе литья по выплавляемым моделям восковая модель покрывается керамическим материалом, который при затвердевании принимает внутреннюю геометрию желаемой отливки. В большинстве случаев для повышения эффективности несколько деталей отливаются вместе путем прикрепления отдельных восковых моделей к центральной восковой палочке, называемой литником. Воск выплавляется из модели (поэтому этот процесс также известен как процесс выплавки воска) и расплавленный металл заливается в полость. Когда металл затвердевает, керамическую форму стряхивают, оставляя почти чистую форму желаемой отливки, после чего следует отделка, тестирование и упаковка.
Дуплексная нержавеющая сталь (DSS) относится к нержавеющей стали, в которой феррит и аустенит составляют около 50%. Обычно содержание меньшего количества фаз должно составлять не менее 30%. В случае низкого содержания C содержание Cr составляет от 18% до 28%, а содержание Ni — от 3% до 10%. Некоторые дуплексные нержавеющие стали также содержат легирующие элементы, такие как Mo, Cu, Nb, Ti и N.
Доступные марки дуплексной нержавеющей стали на заводе RMC Casting Foundry: 1.4460, 1.4462, 1.4468, 1.4469, 1.4517, 1.4770, A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, А 995 4А, А 995 5А, 2205, 2507, 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N
DSS имеет характеристики аустенитной и ферритной нержавеющей стали. По сравнению с ферритом он обладает более высокой пластичностью и пластичностью, не имеет хрупкости при комнатной температуре, а также значительно улучшает стойкость к межкристаллитной коррозии и характеристики сварки, сохраняя при этом хрупкость, высокую теплопроводность и сверхпластичность, как ферритная нержавеющая сталь. По сравнению с аустенитной нержавеющей сталью, DSS обладает высокой прочностью и значительно улучшенной стойкостью к межкристаллитной коррозии и хлоридной коррозии под напряжением. Дуплексная нержавеющая сталь обладает превосходной стойкостью к точечной коррозии, а также является нержавеющей сталью с низким содержанием никеля.
| Эквивалентная марка нержавеющей стали | |||||||
| ГРУППЫ | АИСИ | W-stoff | DIN | BS | SS | ООН/МГА | УНИ |
| Мартенситная и ферритная нержавеющая сталь | 420 С | 1,4034 | X43Cr16 | ||||
| 440 Б/1 | 1,4112 | X90 Кр Мо V18 | |||||
| - | 1,2083 | X42 Кр 13 | - | 2314 | Ф.5263 | - | |
| 403 | 1.4000 | X6Cr13 | 403 С 17 | 2301 | Ф.3110 | X6Cr13 | |
| (410С) | 1,4001 | X7 Кр 14 | (403 С17) | 2301 | Ф.3110 | X6Cr13 | |
| 405 | 1,4002 | X6 КрАл 13 | 405 С 17 | - | Ф.3111 | X6 КрАл 13 | |
| 416 | 1,4005 | Х12 КрС 13 | 416 С 21 | 2380 | Ф.3411 | X12CrS13 | |
| 410 | 1,4006 | Х 10 Кр 13 | 410 С21 | 2302 | Ф.3401 | X12Cr13 | |
| 430 | 1,4016 | X6 Кр 17 | 430 С 17 | 2320 | Ф.3113 | X8Cr17 | |
| 420 | 1,4021 | X20 Кр 13 | 420 С 37 | 2303 | Ф.3402 | X20Cr13 | |
| 420F | 1,4028 | X30 Кр 13 | 420 С 45 | (2304) | Ф.3403 | X30Cr13 | |
| (420) | 1,4031 | X39Cr13 | 420 С 45 | (2304) | Ф.3404 | - | |
| 431 | 1,4057 | X20 CrNi 17 2 | 431 С 29 | 2321 | Ф.3427 | X16CrNi16 | |
| 430F | 1,4104 | Х12 ХромМоС 17 | - | 2383 | Ф.3117 | X10CrS17 | |
| 434 | 1,4113 | Х6 ХромМо 17 | 434 С 17 | 2325 | - | X8CrMo17 | |
| 430Ти | 1,4510 | X6 CrTi 17 | - | - | - | X6CrTi17 | |
| 409 | 1,4512 | Х5 Хт 12 | 409 С 17 | - | - | X6CrTi12 | |
| Аустенитная нержавеющая сталь | 304 | 1,4301 | Х5 ХромНи 18 9 | 304 С 15 | 2332 | Ф.3551 | X5CrNi18 10 |
| 305 | 1,4303 | X5 ХромНи 18 12 | 305 С 19 | - | - | X8CrNi19 10 | |
| 303 | 1,4305 | Х12 ХрНиС 18 8 | 303 С 21 | 2346 | Ф.3508 | Х10КрНиС 18 09 | |
| 304Л | 1,4306 | Х2 ХрНиС 18 9 | 304 С 12 | 2352 | Ф.3503 | X2CrNi18 11 | |
| 301 | 1,4310 | X12 CrNi 17 7 | - | 2331 | Ф.3517 | X12CrNi17 07 | |
| 304 | 1,4350 | Х5 ХромНи 18 9 | 304 С 31 | 2332 | Ф.3551 | X5CrNi18 10 | |
| 304 | 1,4350 | Х5 ХромНи 18 9 | 304 С 31 | 2333 | Ф.3551 | X5CrNi18 10 | |
| 304ЛН | 1,4311 | Х2 ХрНиН 18 10 | 304 С 62 | 2371 | - | - | |
| 316 | 1,4401 | Х5 ХНМ 18 10 | 316 С 16 | 2347 | Ф.3543 | X5CrNiMo17 12 | |
| 316Л | 1,4404 | - | 316 С 13.12.14.22.24 | 2348 | X2CrNiMo17 12 | ||
| 316ЛН | 1,4429 | Х2 ХНИМОН 18 13 | - | 2375 | - | - | |
| 316Л | 1,4435 | Х2 ХНМ 18 12 | 316 С 13.12.14.22.24 | 2353 | - | X2CrNiMo17 12 | |
| 316 | 1,4436 | - | 316 С 33 | 2343 | - | X8CrNiMo 17 13 | |
| 317Л | 1,4438 | Х2 ХНМ 18 16 | 317 С 12 | 2367 | - | X2CrNiMo18 16 | |
| 329 | 1,4460 | Х3 ХНИМОН 27 5 2 | - | 2324 | Ф.3309 | - | |
| 321 | 1,4541 | Х10 ХНиТи 18 9 | 321 С 12 | 2337 | Ф.3553 | X6CrNiTi18 11 | |
| 347 | 1,4550 | X10 CrNiNb 18 9 | 347 С 17 | 2338 | Ф.3552 | Х6CrNiNb18 11 | |
| 316Ти | 1,4571 | Х10 ХНМТ 18 10 | 320 С 17 | 2350 | Ф.3535 | X6CrNiMoTi 17 12 | |
| 309 | 1,4828 | Х15 ХрНиси 20 12 | 309 С 24 | - | - | Х16 ХромНи 24 14 | |
| 330 | 1,4864 | X12 NiCrSi 36 16 | - | - | - | - | |
| Дуплекс из нержавеющей стали | S32750 | 1,4410 | Х 2 ХНИМОН 25 7 4 | - | 2328 | - | - |
| S31500 | 1,4417 | Х 2 CrNiMoSi 19 5 | - | 2376 | - | - | |
| S31803 | 1,4462 | Х 2 ХНИМОН 22 5 3 | - | 2377 | - | - | |
| S32760 | 1,4501 | Х 3 ХНИМОН 25 7 | - | - | - | - | |
| 630 | 1,4542 | X5CrNiCNb16-4 | - | - | - | - | |
| А564/630 | - | - | - | - | - | - | |
▶ Черные и цветные металлы дляИнвестиционное литье, Процесс литья по выплавляемым моделям:
• Серый чугун: HT150, HT200, HT250, HT300, HT350; ГЖЛ-100, ГЖЛ-150, ГЖЛ-200, ГЖЛ-250, ГЖЛ-300, ГЖЛ-350; ГГ10~ГГ40.
• Ковкий чугун или чугун с шаровидным графитом: GGG40, GGG50, GGG60, GGG70, GGG80; ГЖС-400-18, ГЖС-40-15, ГЖС-450-10, ГЖС-500-7, ГЖС-600-3, ГЖС-700-2, ГЖС-800-2; КТ400-18, КТ450-10, КТ500-7, КТ600-3, КТ700-2, КТ800-2;
• Углеродистая сталь: AISI 1020 – AISI 1060, C30, C40, C45.
• Стальные сплавы: ZG20SiMn, ZG30SiMn, ZG30CrMo, ZG35CrMo, ZG35SiMn, ZG35CrMnSi, ZG40Mn, ZG40Cr, ZG42Cr, ZG42CrMo... и т. д. по запросу.
• Нержавеющая сталь: AISI 304, AISI 304L, AISI 316, AISI 316L, 1.4401, 1.4301, 1.4305, 1.4307, 1.4404, 1.4571 и другие марки нержавеющей стали.
• Латунь, красная медь, бронза или другие сплавы на основе меди: ZCuZn39Pb3, ZCuZn39Pb2, ZCuZn38Mn2Pb2, ZCuZn40Pb2, ZCuZn16Si4.
• Другие материалы в соответствии с вашими уникальными требованиями или в соответствии со стандартами ASTM, SAE, AISI, ACI, DIN, EN, ISO и GB.
▶ ВозможностиЛитейный завод по выплавляемым моделям
• Максимальный размер: 1000 × 800 × 500 мм.
• Диапазон веса: 0,5–100 кг.
• Годовая мощность: 2000 тонн.
• Связующие материалы для изготовления оболочек: кремнезем, жидкое стекло и их смеси.
| Услуги | Описание |
| Услуги по обработке поверхности | Порошковое покрытие, анодирование, электрофокус, хромирование, покраска, пескоструйная обработка, никелирование, цинкование, чернение, полировка, воронение, Geormet, Zintek и т. д. |
| Услуги точной обработки с ЧПУ | Токарная обработка, фрезерование, токарная обработка, хонингование, сверление, растачивание, нарезание резьбы, резка проволочным электродом, шлифовка и т. д. |
| Инспекция и контроль качества | Анализатор спектра, КИМ, твердомер, тестер прочности на разрыв, тестер предела текучести, тестер давления уплотнения, анализатор серы углерода, металлургическая микроскопия, тестер усилия прессования и т. д. |






