



Изготовленный на заказ серый чугунизделия для литья ракушечных формс услугамиобработка с ЧПУ, термообработка и обработка поверхности.
Серый чугун, или серый чугун, представляет собой разновидность чугуна, имеющую графитовую микроструктуру. Он назван в честь серого цвета образуемого им излома. Серый чугун используется для корпусов, где жесткость компонента более важна, чем его прочность на разрыв, например, блоки цилиндров двигателей внутреннего сгорания, корпуса насосов, корпуса клапанов, электрические коробки, противовесы и декоративное литье. Высокая теплопроводность и удельная напор серого чугуна часто используются для изготовления чугунной посуды и роторов дисковых тормозов.
Типичный химический состав для получения графитовой микроструктуры составляет от 2,5 до 4,0% углерода и от 1 до 3% кремния по весу. Графит может занимать от 6 до 10% объема серого чугуна. Кремний важен для производства серого чугуна, в отличие от белого чугуна, поскольку кремний является элементом, стабилизирующим графит в чугуне, что означает, что он помогает сплаву производить графит вместо карбидов железа; при 3% кремния углерод почти не удерживается в химическом соединении с железом.
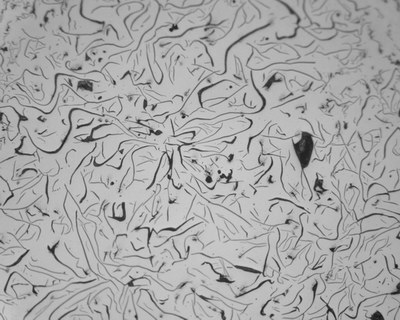
Графит принимает форму трехмерной чешуйки. В двух измерениях, когда полированная поверхность выглядит под микроскопом, графитовые хлопья выглядят как тонкие линии. Кончики чешуек действуют как уже существовавшие насечки; поэтому он хрупкий. Наличие чешуек графита делает серый чугун легко обрабатываемым, поскольку они имеют тенденцию легко растрескиваться через чешуйки графита. Серый чугун также обладает очень хорошей демпфирующей способностью и поэтому чаще всего используется в качестве основы для крепления станков.

Механические свойства серого чугуна | |||||||
| Изделие согласно DIN EN 1561. | Мера | Единица | ЕН-GJL-150 | ЕН-GJL-200 | ЕН-GJL-250 | ЕН-GJL-300 | ЕН-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| Предел прочности | Rm | МПА | 150-250 | 200-300 | 250-350 | 300-400 | 350-450 |
| 0,1% предел текучести | 0,1 рупий | МПА | 98-165 | 130-195 | 165-228 | 195-260 | 228-285 |
| Сила удлинения | A | % | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 |
| Прочность на сжатие | σдБ | МПа | 600 | 720 | 840 | 960 | 1080 |
| 0,1% прочности на сжатие | σд0,1 | МПа | 195 | 260 | 325 | 390 | 455 |
| изгибная прочность | σbB | МПа | 250 | 290 | 340 | 390 | 490 |
| Schuifspanning | σaB | МПа | 170 | 230 | 290 | 345 | 400 |
| Напряжение сдвига | ТтБ | МПа | 170 | 230 | 290 | 345 | 400 |
| Модули эластичности | E | ГПа | 78 – 103 | 88 – 113 | 103 – 118 | 108 – 137 | 123 – 143 |
| число Пуассона | v | – | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| Твердость по Бринеллю | HB | 160 – 190 | 180 – 220 | 190 – 230 | 200 – 240 | 210 – 250 | |
| Пластичность | σbW | МПа | 70 | 90 | 120 | 140 | 145 |
| Изменение напряжения и давления | σzdW | МПа | 40 | 50 | 60 | 75 | 85 |
| Прочность на разрыв | клц | Н/мм3/2 | 320 | 400 | 480 | 560 | 650 |
| Плотность | г/см3 | 7,10 | 7,15 | 7,20 | 7,25 | 7,30 | |

Литье в оболочкуЭтот процесс также называют процессом литья в песчаные формы из смолы с предварительно нанесенным покрытием, отливкой в горячую оболочку или процессом литья стержня. Основным формовочным материалом является песок из фенольной смолы с предварительно нанесенным покрытием, который дороже, чем зеленый песок и песок из фурановой смолы. Более того, этот песок не подлежит вторичной переработке.
В процессе литья в самозатвердевающий песок из фурановой смолы (процесс nobake) используется песок, покрытый фурановой смолой, для формирования литейной формы. После равномерного смешивания исходного песка (или регенерированного песка), жидкой фурановой смолы и жидкого катализатора и заполнения ими стержневого ящика (или песочного ящика), а затем затяните его для затвердевания в форме или форме в стержневом ящике (или песочном ящике). коробке) при комнатной температуре. Затем формировали литейную форму или литейный стержень, что называется самозатвердевающим методом холодного стержня (стержня), или методом самозакалки (стержнем).
Поскольку форма формируется при комнатной температуре и не требует нагрева, литье в самозатвердевающий песок также называют процессом литья без обжига. Метод самоотверждения можно разделить на метод самоотверждения песка из фурановой смолы и фенольной смолы, катализируемый кислотой, метод самоотверждения песка из уретановой смолы и метод самоотверждения фенольно-моноэфирного метода.
В качестве самозатвердевающего песка со связующим в холодных коробках песок из фурановой смолы является самым ранним и в настоящее время наиболее широко используемым синтетическим связующим песком в китайском литейном производстве. Количество смолы, добавляемой в формовочный песок, обычно составляет от 0,7% до 1,0%, а количество добавленной смолы в стержневой песок обычно составляет от 0,9% до 1,1%. Содержание свободного альдегида в фурановой смоле ниже 0,3%, а на некоторых заводах оно упало до уровня ниже 0,1%. На литейных заводах Китая самотвердеющий песок из фурановой смолы достиг международного уровня независимо от производственного процесса и качества поверхности отливок.
Эквивалентная марка серого чугуна | ||||||||
| АИСИ | W-stoff | DIN | BS | SS | АФНОР | ООН/МГА | ДЖИС | УНИ |
| А48-20Б | 0,6010 | ГГ-10 | 100 класс | 0110-00 | - | - | ФК 100 | Г 10 |
| А48-25Б | 0,6015 | ГГ-15 | 150 класс | 0115-00 | футов 15 д | ФГ 15 | ФК 150 | Г 15 |
| А48-30Б | 0,6020 | ГГ-20 | 200 класс | 0120-00 | фут 20 д | ФГ 20 | ФК 200 | Г 20 |
| А48-40Б | 0,6025 | ГГ-25 | 250 класс | 0125-00 | футов 25 д | ФГ 25 | ФК 250 | Г 25 |
| А48-45Б | 0,6030 | ГГ-30 | Оценка 300 | 0130-00 | фут 30 д | ФГ 30 | ФК 300 | Г 30 |
| А48-50Б | 0,6035 | ГГ-35 | Оценка 350 | 0135-00 | футов 35 д | ФГ 35 | ФК 350 | Г 35 |
| А48-60Б | 0,6040 | ГГ-40 | Оценка 400 | 0140-00 | фут 40 д | - | ФК 40 | - |
| 32510 | ГТС-35 | Б340/12 | 0815-00 | МН 35-10 | - | ФЦМВ 330 | - | |
| А220-40010 | 0,8145 | ГТС-45 | Р440/7 | 0852-00 | МН 450 | - | ФЦМП 440/490 | ГМН 45 |
| А220-50005 | 0,8155 | ГТС-55-04 | П510/4 | 0854-00 | МП 50-5 | - | ФЦМП 490 | ГМН 55 |
| А220-70003 | 0,8165 | ГТС-65-02 | P570/3 | 0856-00 | МН 650-3 | - | ФЦМП 590 | ГМН 65 |
| А220-70003 | - | ГТС-65 | P570/3 | 0858 | МН 60-3 | - | ФЦМП 540 | - |
| А220-80002 | 0,8170 | ГТС-70-02 | P690/2 | 0862-00 | МН 700-2 | - | ФЦМП 690 | ГМН 70 |
Металлы и сплавы для литья в песчаные формы со смолой | |
| Металлы и сплавы | Популярный класс |
| Серый чугун | ГГ10~ГГ40; ГЖЛ-100 ~ ГЖЛ-350; |
| Ковкий (с шаровидным графитом) чугун | ГГГ40 ~ ГГГ80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Закаленный ковкий чугун (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Углеродистая сталь | С20, С25, С30, С45 |
| Легированная сталь | 20Мн, 45Мн, ЗГ20Кр, 40Кр, 20Мн5, 16КрМо4, 42КрМо, 40КрВ, 20КрНиМо, ГКр15, 9Мн2В |
| Нержавеющая сталь | Ферритная нержавеющая сталь, мартенситная нержавеющая сталь, аустенитная нержавеющая сталь, дисперсионно-твердеющая нержавеющая сталь, дуплексная нержавеющая сталь |
| Алюминиевые сплавы | АСТМ А356, АСТМ А413, АСТМ А360 |
| Латунь/сплавы на основе меди | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Стандарт: ASTM, SAE, AISI, ГОСТ, DIN, EN, ISO и GB. | |

Преимущества самозатвердевающего формовочного литья с песком, покрытым фурановой смолой:
1) Улучшить точность размеров отливок и шероховатость поверхности.
2) Затвердевание формовочного (стержневого) песка не требует сушки, что позволяет сэкономить энергию, а также можно использовать недорогие деревянные или пластиковые стержневые ящики и шаблоны.
3) Самозатвердевающий формовочный песок легко уплотняется и разрушается, отливки легко очищать, а старый песок можно перерабатывать и использовать повторно, что значительно снижает трудоемкость изготовления стержней, моделирования, падения песка, очистки и других звеньев, а также легко реализовать механизацию или автоматизацию.
4) Массовая доля смолы в песке составляет всего 0,8–2,0%, а общая стоимость сырья низкая.
Поскольку метод самозакалки обладает многими из вышеупомянутых уникальных преимуществ, метод самозакалки используется не только для изготовления стержней, но также для литья под давлением. Он особенно подходит для единичного и мелкосерийного производства и может производить отливки из чугуна, стали и цветных сплавов. Некоторые китайские литейные заводы полностью заменили формы для сухого глиняного песка, формы для цементного песка и частично заменили формы для песка из жидкого стекла.




Чугунное литье на заказ

Изделия для литья из ковкого чугуна
-
Изготовленное на заказ литье в песчаные формы из ковкого чугуна
-
Корпус клапана для литья в песчаную форму из ковкого чугуна
-
Отливки из ковкого чугуна в песчаные формы
-
Детали для литья в песчаные формы из ковкого чугуна
-
Детали для обработки с ЧПУ из ковкого чугуна
-
Литье по выплавляемым моделям из ковкого чугуна






{kind=link}