



Китай OEM изготовленные на заказ детали из чугуна с шаровидным графитом с помощью литья в форму оболочки собработка с ЧПУ, термообработка и обработка поверхности.
Механические свойства ковкого (с шаровидным графитом) чугуна | ||||||||
| Изделие согласно DIN EN 1563 | Единица измерения | EN-GJS-350-22-LT | EN-GJS-400-18-LT | EN-GJS-400-18 | EN-GJS-500-7 | EN-GJS-600-3 | EN-GJS-700-2 | EN-GJS-800-2 |
| EN-JS 1015 | EN-JS 1025 | EN-JS 1020 | EN-JS 1050 | EN-JS 1060 | EN-JS 1070 | EN-JS 1080 | ||
| Предел прочности | Rm мин.МПа | 350 | 400 | 400 | 500 | 600 | 700 | 800 |
| 2% предел текучести | 0,2 рупий мин.МПа | 220 | 240 | 250 | 320 | 370 | 420 2) | 480 2) |
| Удлинение | % | 22,0 | 18,0 | 18,0 | 7,0 | 3,0 | 2,0 | 2,0 |
| Твердость | HB | 110-150 | 120-160 | 140-190 | 170-220 | 200-250 | 230-280 | 250-330 |
| Структуры | преимущественно ферритный | преимущественно ферритный | преимущественно ферритный | феррит + перлит | феррит + перлит | преимущественно перлит | весь перлит | |
| Напряжение сдвига | σаВ МПа | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Торсион | ТТБ МПа | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Модули эластичности | Е ГПа | 170 | 170 | 170 | 175 | 175 | 175 | 175 |
| число Пуассона | в – | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 |
| Прочность на сжатие | σдБ МПа | – | 700 | 700 | 800 | 870 | 1000 | 1150 |
| Прочность разрушения | Klc МПа ·√м | 31 | 30 | 30 | 25 | 20 | 15 | 14 |
| Плотность | г/см3 | 7,1 | 7,1 | 7,1 | 7,1 | 7,2 | 7,2 | 7,2 |

Литье в оболочкуЭтот процесс также называют процессом литья в песчаные формы из смолы с предварительно нанесенным покрытием, отливкой в горячую оболочку или процессом литья стержня. Основным формовочным материалом является песок из фенольной смолы с предварительно нанесенным покрытием, который дороже, чем зеленый песок и песок из фурановой смолы. Более того, этот песок не подлежит вторичной переработке.
В процессе литья в самозатвердевающий песок из фурановой смолы (процесс nobake) используется песок, покрытый фурановой смолой, для формирования литейной формы. После равномерного смешивания исходного песка (или регенерированного песка), жидкой фурановой смолы и жидкого катализатора и заполнения ими стержневого ящика (или песочного ящика), а затем затяните его для затвердевания в форме или форме в стержневом ящике (или песочном ящике). коробке) при комнатной температуре. Затем формировали литейную форму или литейный стержень, что называется самозатвердевающим методом холодного стержня (стержня), или методом самозакалки (стержнем).
Поскольку форма формируется при комнатной температуре и не требует нагрева, литье в самозатвердевающий песок также называют процессом литья без обжига. Метод самоотверждения можно разделить на метод самоотверждения песка из фурановой смолы и фенольной смолы, катализируемый кислотой, метод самоотверждения песка из уретановой смолы и метод самоотверждения фенольно-моноэфирного метода.
В качестве самозатвердевающего песка со связующим в холодных коробках песок из фурановой смолы является самым ранним и в настоящее время наиболее широко используемым синтетическим связующим песком в китайском литейном производстве. Количество смолы, добавляемой в формовочный песок, обычно составляет от 0,7% до 1,0%, а количество добавленной смолы в стержневой песок обычно составляет от 0,9% до 1,1%. Содержание свободного альдегида в фурановой смоле ниже 0,3%, а на некоторых заводах оно упало до уровня ниже 0,1%. На литейных заводах Китая самотвердеющий песок из фурановой смолы достиг международного уровня независимо от производственного процесса и качества поверхности отливок.
Ковкий чугун, который также называют чугуном с шаровидным графитом, чугуном с шаровидным графитом или сокращенно просто чугуном с шаровидным графитом, представляет собой группу чугунов. Чугун с шаровидным графитом получает шаровидный графит путем сфероидизации и модифицирования, что эффективно улучшает механические свойства чугуна, особенно пластичность и ударную вязкость, что позволяет получить более высокую прочность, чем углеродистая сталь.
Отливки из ковкого чугуна обладают лучшими характеристиками амортизации, чем углеродистая сталь, а отливки из углеродистой стали обладают гораздо лучшей свариваемостью. И в некоторой степени отливки из ковкого чугуна могут обладать некоторыми характеристиками устойчивости к износу и ржавчине. Таким образом, отливка из ковкого чугуна может быть использована для изготовления корпусов некоторых насосов или систем водоснабжения. Однако нам все равно необходимо принять меры предосторожности для их защиты от износа и ржавчины.
Ковкий чугун — это не отдельный материал, а часть группы материалов, которые можно получить с широким диапазоном свойств за счет контроля микроструктуры. Общей определяющей характеристикой этой группы материалов является форма графита. В ковком чугуне графит имеет форму узелков, а не чешуек, как в сером чугуне. Острая форма чешуек графита создает точки концентрации напряжений внутри металлической матрицы, а округлая форма узелков - в меньшей степени, тем самым препятствуя образованию трещин и обеспечивая повышенную пластичность, благодаря которой сплав получил свое название. В целом, если ковкий чугун может удовлетворить ваши требования, ковкий чугун может быть вашим первым выбором вместо углеродистой стали для ваших отливок.

| Металлы и сплавы для литья в песчаные формы со смолой | |
| Металлы и сплавы | Популярный класс |
| Серый чугун | ГГ10~ГГ40; ГЖЛ-100 ~ ГЖЛ-350; |
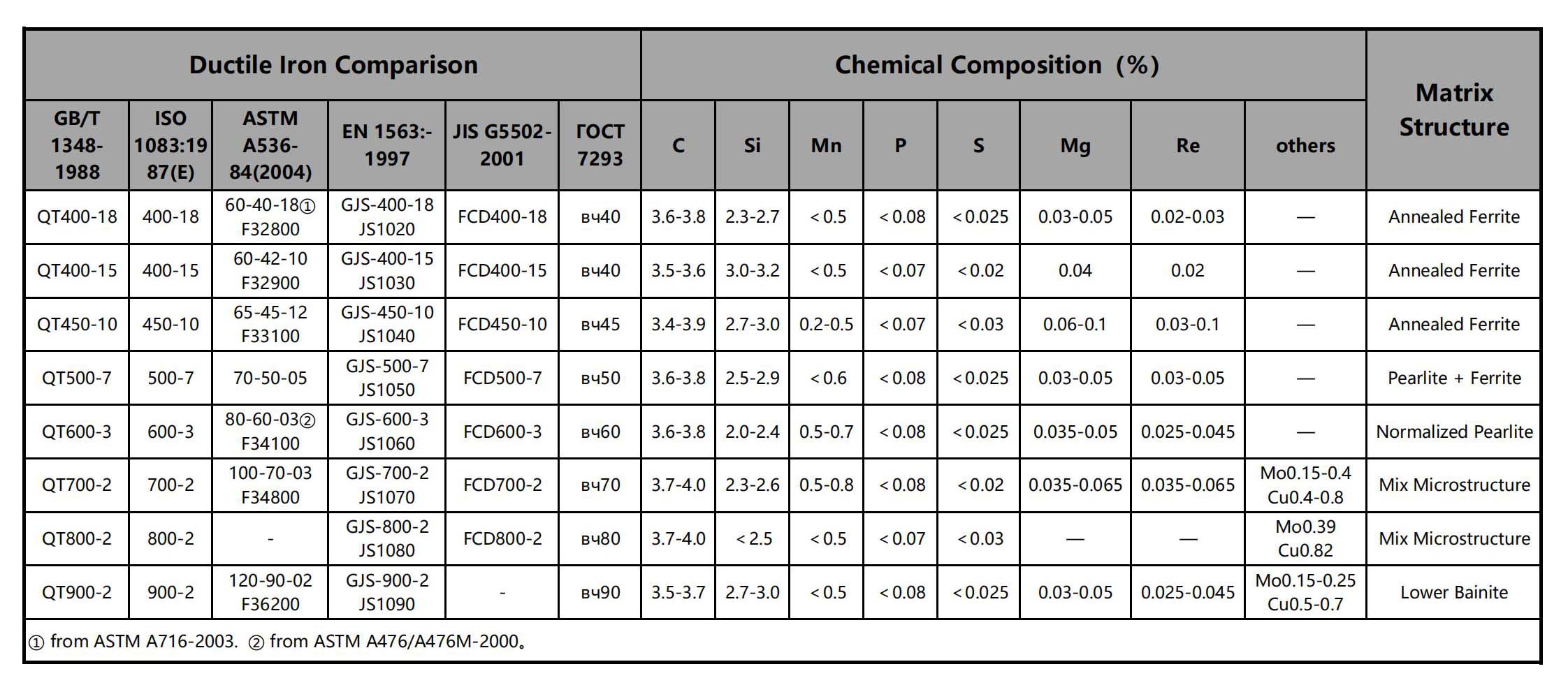
| Ковкий (с шаровидным графитом) чугун | ГГГ40 ~ ГГГ80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Закаленный ковкий чугун (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Углеродистая сталь | С20, С25, С30, С45 |
| Легированная сталь | 20Мн, 45Мн, ЗГ20Кр, 40Кр, 20Мн5, 16КрМо4, 42КрМо, 40КрВ, 20КрНиМо, ГКр15, 9Мн2В |
| Нержавеющая сталь | Ферритная нержавеющая сталь, мартенситная нержавеющая сталь, аустенитная нержавеющая сталь, дисперсионно-твердеющая нержавеющая сталь, дуплексная нержавеющая сталь |
| Алюминиевые сплавы | АСТМ А356, АСТМ А413, АСТМ А360 |
| Латунь/сплавы на основе меди | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Стандарт: ASTM, SAE, AISI, ГОСТ, DIN, EN, ISO и GB. | |
Преимущества самозатвердевающего формовочного литья с песком, покрытым фурановой смолой:
1) Улучшить точность размеров отливок и шероховатость поверхности.
2) Затвердевание формовочного (стержневого) песка не требует сушки, что позволяет сэкономить энергию, а также можно использовать недорогие деревянные или пластиковые стержневые ящики и шаблоны.
3) Самозатвердевающий формовочный песок легко уплотняется и разрушается, отливки легко очищать, а старый песок можно перерабатывать и использовать повторно, что значительно снижает трудоемкость изготовления стержней, моделирования, падения песка, очистки и других звеньев, а также легко реализовать механизацию или автоматизацию.
4) Массовая доля смолы в песке составляет всего 0,8–2,0%, а общая стоимость сырья низкая.
Поскольку метод самозакалки обладает многими из вышеупомянутых уникальных преимуществ, метод самозакалки используется не только для изготовления стержней, но также для литья под давлением. Он особенно подходит для единичного и мелкосерийного производства и может производить отливки из чугуна, стали и цветных сплавов. Некоторые китайские литейные заводы полностью заменили формы для сухого глиняного песка, формы для цементного песка и частично заменили формы для песка из жидкого стекла.


Детали из ковкого чугуна

Отливки из ковкого чугуна
-
Изготовленное на заказ литье в песчаные формы из ковкого чугуна
-
Корпус клапана для литья в песчаную форму из ковкого чугуна
-
Отливки из ковкого чугуна в песчаные формы
-
Детали для литья в песчаные формы из ковкого чугуна
-
Детали для обработки с ЧПУ из ковкого чугуна
-
Литье по выплавляемым моделям из ковкого чугуна






{kind=link}