
In литье по выплавляемым моделям,формируется форма или копия (обычно из воска) и помещается в металлический цилиндр, называемый колбой. Влажный гипс наливается в цилиндр вокруг восковой формы. После затвердевания гипса цилиндр с восковой моделью и гипсом помещают в печь и нагревают до полного испарения воска. После полного выгорания воска (депарафинизации) опоку вынимают из печи и в полость, оставленную воском, заливают расплавленный металл (обычно легированную сталь, нержавеющую сталь, латунь и т. д.). Когда металл остынет и затвердеет, гипс откалывается и обнажается металлическая отливка.
Литье очень полезно для создания скульптурных объектов или инженерных форм сложной геометрии из металла.Литье деталей имеют уникальный внешний вид, сильно отличающийся от механически обработанных деталей. Некоторые формы, которые трудно обрабатывать на станке, легче отлить. Для большинства форм также требуется меньше отходов материала, поскольку в отличие от механической обработки литье не является субтрактивным процессом. Однако точность, достижимая при литье, не так хороша, как при механической обработке.
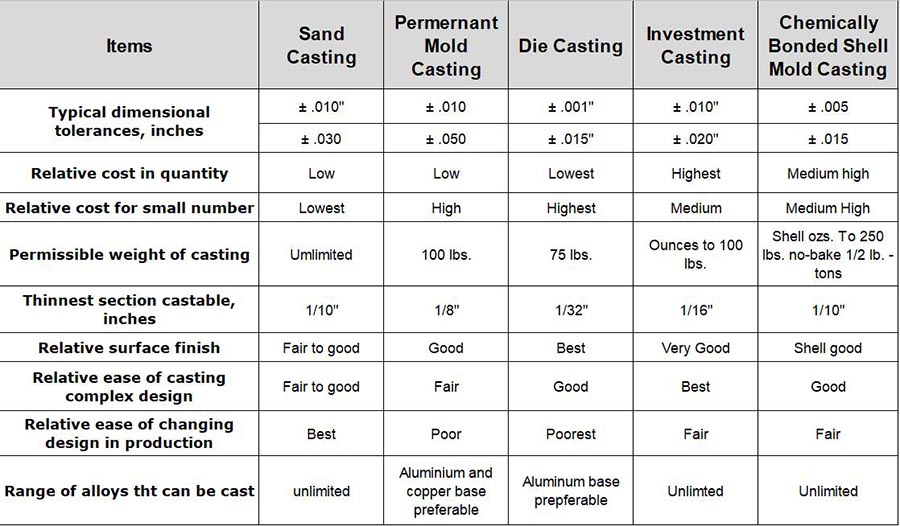
Когда следует выбирать литье по выплавляемым моделям, а когда следует выбирать литье в песчаные формы?
Одним из больших преимуществ литья по выплавляемым моделям является то, что оно позволяет делать подрезы в образце, в отличие от литья в песчаные формы. Влитье в песок, модель необходимо вытащить из песка после того, как она упакована, тогда как при литье по выплавляемым моделям модель испаряется под воздействием тепла. Полые отливки и более тонкие секции также можно легче изготавливать с помощью литья по выплавляемым моделям, при этом обычно достигается лучшее качество поверхности. С другой стороны, литье по выплавляемым моделям — гораздо более своевременный и дорогостоящий процесс, и его вероятность успеха может быть ниже, чем у литья в песчаные формы, поскольку в этом процессе больше этапов и больше возможностей для того, чтобы что-то пойти не так.
Время публикации: 18 декабря 2020 г.