

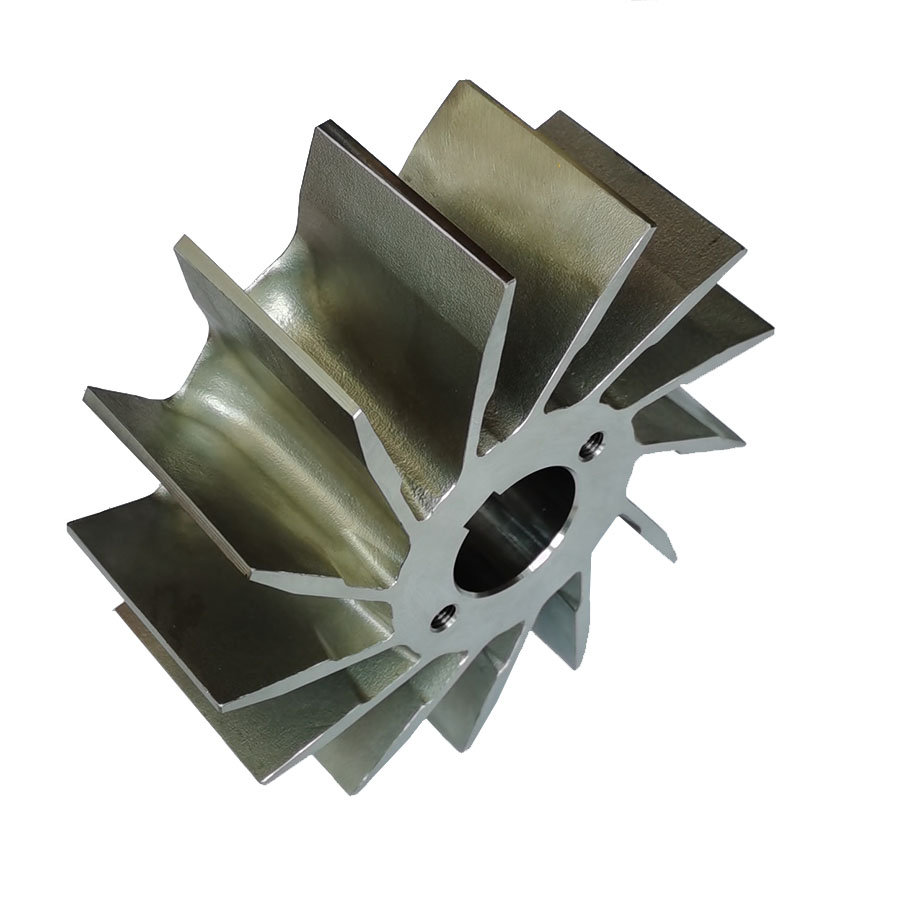

Как правило, нержавеющая сталь должна быть отлитапроцесс точного литья по выплавляемым моделямс золем кремнезема в качестве связи.Отливки из золя кремнезема из нержавеющей стали имеют очень высокую точность поверхности и производительность.
Благодаря своим уникальным физическим свойствам,отливки из нержавеющей сталипопулярны в широком диапазоне применений, особенно в суровых условиях.Общие рынки литья по выплавляемым моделям из нержавеющей стали включают нефть и газ, гидроэнергетику, транспорт, гидравлические системы, пищевую промышленность, скобяные изделия и замки, сельское хозяйство и т. д.
Литье по выплавляемым моделям (по выплавляемым моделям) - это метод точного литья сложных деталей почти чистой формы с использованием воспроизведения восковых моделей.Литье по выплавляемым моделям или воск по выплавляемым моделям - это процесс формовки металла, в котором обычно используется восковой узор, окруженный керамической оболочкой, для изготовления керамической формы.Когда скорлупа высыхает, воск тает, остается только форма.Затем формируется литейная детальпутем заливки расплавленного металла в керамическую форму.

Этот процесс подходит для многократного производства компонентов сетчатой формы из различных металлов и сплавов с высокими эксплуатационными характеристиками.Хотя этот процесс обычно используется для небольших отливок, этот процесс использовался для производства полных дверных рам самолетов со стальными отливками весом до 500 кг и алюминиевыми отливками весом до 50 кг.По сравнению с другими процессами литья, такими как литье под давлением или литье в песчаные формы, это может быть дорогостоящим процессом.Однако компоненты, которые могут быть изготовлены с использованием литья по выплавляемым моделям, могут иметь сложные контуры, и в большинстве случаев компоненты отливаются по форме, близкой к чистой, поэтому после отливки требуется небольшая доработка или вообще не требуется доработка.
Процесс литья кремнеземного золя является основным процессом литья стали по выплавляемым моделям в RMC.литейный цех по выплавляемым моделям.Мы разрабатываем новую технологию клеевого материала, чтобы получить гораздо более экономичный и эффективный клеевой материал для изготовления шламовой оболочки.Это подавляющая тенденция, что процесс литья из кремнезема заменяет грубый процесс низшего жидкого стекла, особенно для литья из нержавеющей стали и литья из легированной стали.Помимо инновационного формовочного материала, процесс литья из кремнеземного золя также был модернизирован для более стабильного и меньшего теплового расширения.

▶ Черные и цветные металлы для литья по выплавляемым моделям, процесс литья по выплавляемым моделям:
• Серое железо: HT150, HT200, HT250, HT300, HT350;ГИЛ-100, ГИЛ-150, ГИЛ-200, ГИЛ-250, ГИЛ-300, ГИЛ-350;ГГ10~ГГ40.
• Ковкий чугун или чугун с шаровидным графитом:ГГГ40, ГГГ50, ГГГ60, ГГГ70, ГГГ80;ГЖС-400-18, ГЖС-40-15, ГЖС-450-10, ГЖС-500-7, ГЖС-600-3, ГЖС-700-2, ГЖС-800-2;QT400-18, QT450-10, QT500-7, QT600-3, QT700-2, QT800-2;
• Углеродистая сталь:AISI 1020 - AISI 1060, С30, С40, С45.
• Стальные сплавы:ZG20SiMn, ZG30SiMn, ZG30CrMo, ZG35CrMo, ZG35SiMn, ZG35CrMnSi, ZG40Mn, ZG40Cr, ZG42Cr, ZG42CrMo и т. д. по запросу.
• Нержавеющая сталь:AISI 304, AISI 304L, AISI 316, AISI 316L, 1.4401, 1.4301, 1.4305, 1.4307, 1.4404, 1.4571 и другие марки нержавеющей стали.
• Латунь, красная медь, бронза или другие сплавы металлов на основе меди:ZCuZn39Pb3, ZCuZn39Pb2, ZCuZn38Mn2Pb2, ZCuZn40Pb2, ZCuZn16Si4
• Другие материалы в соответствии с вашими уникальными требованиями или в соответствии со стандартами ASTM, SAE, AISI, ACI, DIN, EN, ISO и GB.
▶ Возможности литейного производства по выплавляемым моделям
• Максимальный размер: 1000 мм × 800 мм × 500 мм
• Диапазон веса: 0,5 кг - 100 кг
• Годовая мощность: 2000 тонн
• Связующие материалы для строительства ракушек: силикагель, жидкое стекло и их смеси.
• Допуски: по запросу.
▶ Основная производственная процедура
• Шаблоны и проектирование оснастки → Изготовление металлических штампов → Впрыск парафина → Сборка шлама → Создание оболочки → Депарафинизация → Анализ химического состава → Плавление и заливка → Очистка, шлифовка и дробеструйная обработка → Последующая обработка или упаковка для отгрузки
▶ ПроверкаПотерянные восковые отливки
• Спектрографический и ручной количественный анализ
• Металлографический анализ
• Контроль твердости по Бринеллю, Роквеллу и Виккерсу
• Анализ механических свойств
• Испытание на ударную вязкость при низких и нормальных температурах
• Проверка чистоты
• Контроль UT, MT и RT
▶ Процесс посткастинга
• Удаление заусенцев и очистка
• Дробеструйная очистка/пескоструйная обработка
• Термическая обработка: нормализация, закалка, отпуск, науглероживание, азотирование.
• Обработка поверхности: пассивация, анодирование, гальваническое покрытие, горячее цинкование, цинкование, никелирование, полировка, электрополировка, покраска, GeoMet, Zintec.
• Механическая обработка: точение, фрезерование, токарная обработка, сверление, хонингование, шлифование.
▶ Преимущества компонентов для литья по выплавляемым моделям:
• Отличная и гладкая поверхность
• Жесткие допуски на размеры.
• Сложные и замысловатые формы с гибкостью дизайна
• Возможность литья с тонкими стенками, что обеспечивает более легкий литейный компонент
• Широкий выбор литых металлов и сплавов (черных и цветных)
• В конструкции пресс-форм не требуется черновик.
• Снижение потребности во вторичной обработке.
• Низкий уровень отходов материала.
▶ Почему вы выбираете RMC для изготовления деталей для литья по выплавляемым моделям?
• Комплексное решение от одного поставщика, начиная от индивидуального дизайна моделей и заканчивая готовыми отливками и вторичными процессами, включая механическую обработку с ЧПУ, термообработку и обработку поверхности.
• Предложения по снижению затрат от наших профессиональных инженеров, основанные на ваших уникальных требованиях.
• Короткие сроки изготовления прототипа, пробной отливки и любых возможных технических усовершенствований.
• Склеиваемые материалы: силикагель, жидкое стекло и их смеси.
• Гибкость производства от небольших до массовых заказов.
• Сильные производственные возможности аутсорсинга.



-
Литье по выплавляемым моделям из нержавеющей стали на заказ
-
Литые детали из нержавеющей стали с ЧПУ
-
Дуплексное литье по выплавляемым моделям из нержавеющей стали
-
Литье из нержавеющей стали с дисперсионным твердением
-
Литье по выплавляемым моделям из нержавеющей стали 304/CF8
-
Диск клапана отливки нержавеющей стали 316/1,4408





